
Introduction
The US peanut industry is operating under a farmer marketing program established in the 2002 Farm Bill which operates similar to marketing of grain commodities (Farm Bill, 2002). A grading regulation within the Farm Bill implementation requires that individual lot weights of farmer stock peanuts be reduced accordingly for kernel moisture content (MC) above seven percent. Also, peanuts must be less than 10.5% MC for farmer marketing. The 10.5% maximum marketable MC may soon be raised at the request of some industry segments (Federal Register, 2003). The industry request was made to improve peanut lot handling and grading procedures at buying points and to provide opportunities for utilization of drying technology different than currently used such as continuous flow peanut drying (Lamb et al., 2003). Because of the direct relationship between MC and marketable weight, accuracy in MC measurement significantly affects peanut value.
Previous research has shown that the farmer stock grade, lot weight, and value can be accurately determined at kernel moisture contents greater that 10.5% without negative impact on either the farmer or purchaser (Blankenship et al., 2005; Lamb et al., 2003). During 1998 and 1999, 686 runner, virginia, and spanish farmer stock lots were graded and weighed at moisture contents greater than 10.5% (HMC). The peanuts were then cured, graded, and weighed again at moisture contents less than 10.5% (LMC) (Blankenship et al., 2005; Lamb et al., 2003). Results showed that LMC grades, lot weights, and lot values could be accurately predicted from HMC data for individual farmer stock lots. Moisture measurement had significant effects on results. Previous research has also shown that existing farmer stock peanut grading equipment has the capacity to efficiently and accurately process grade samples at MC up to 18.49% (Lamb and Blankenship, 2005).
Electronic moisture meters are used to measure peanut kernel MC during harvest and post harvest processes including artificial curing, grading at farmer marketing, and product manufacturing. Meters utilize conversion functions to estimate MC from measurements of various physical properties. Accuracy of the meters is generally inversely proportional to MC and may become unacceptable for post harvest processing at moisture contents above 25%.
The purpose of this research was to explore the potential of expanding the accuracy and acceptable range of electronic moisture measurement of peanut kernels by developing a new calibration function for MC. The meter studied during this research was a Dickey-john GAC2100 1 .
Materials and Methods
A GAC2100 moisture meter (2001) was obtained on loan from the Dickey-john Corporation for evaluation during the tests. For a 250 g sample of shelled peanuts, the meter estimates wet basis MC using capacitance, conductance, temperature, and test weight for the sample. Along with the meter data, the oven moisture content for each 250 g sample of peanuts was determined to allow statistical comparisons to wet basis MCs determined according to procedures prescribed in the ASAE Standard S410.1 (ASAE Standard, 2003). During the peanut harvests of 2002 and 2003, farmer stock runner peanuts for the tests were obtained from either of six farms located within a 30 mile radius of Dawson, Georgia or from one located in Trenton, FL. Peanuts at each harvest date included one or two of the following commercial varieties: AT-201 (Golden Peanut Company, 1999), C-99-R (Gorbet and Shokes, 2002), Georgia Green (Branch, 1996), or Virugard (Golden Peanut Company, 1997). Peanuts by variety were placed into 0.03m3 plywood boxes for artificial drying. If the sample size warranted, peanuts were randomly split into two, three, four, or five samples and placed individually into the boxes for artificial drying. Boxes had wire mesh bottoms and no top. During drying, boxes were placed on a 1.3 m × 1.3 m × 0.6 m plenum with openings that accommodated up to four boxes for forced air drying. Air was supplied to the plenum with a dryer equipped with a backward inclined fan and a gas-fired burner. Drying air temperature was thermostatically controlled and maintained at or below 37.8 C. Before drying was initiated, a 350–400 g subsample was randomly extracted from peanuts in each box for initial MC determination. The dryer was started and peanuts artificially dried. The MC of the peanuts was determined after the drying period. Some peanuts were also sampled sporadically during the drying period for additional moisture determinations. The moisture evaluation procedure included cleaning, sizing, and shelling peanuts with Federal State Inspection Service grading equipment. Next, a 250 g subsample of kernels was randomly extracted from the shelled kernels and the MC of the kernels determined with the moisture meter. After removing the kernels from the meter, the MC was measured two additional times with the meter similarly with the same kernels. Along with each meter MC reading, meter readings for capacitance, conductance, temperature, and test weight were also recorded. Immediately following data collection from the meter, the MC of the kernels was determined by drying in an oven for the time and temperature prescribed by ASAE Standard S410.1. Comparisons of meter and oven moisture contents were made. A calibration curve for moisture to predicted oven from the capacitance, conductance, temperature, and test weight readings was developed using regression analysis.
Results and Discussion
A total of 421 subsamples from 180 samples of runner farmer stock peanuts were evaluated during the 2-yr study. A comparison of means, range, and standard deviations for the variables measured during the study are presented in Table 1. Moisture contents for the peanuts according to the meter (Metermc) averaged 19.1% with a minimum of 6.3%, a maximum of 87.3% and SD of 15.4% (Table 1). Average oven moisture content (Omc) was 17.3% with a minimum of 6.5%, a maximum of 39.7%, and SD of 8.5% (Table 1). Metermc was 1.8% higher (P = 0.001) than the Omc. Differences between means, ranges, and standard deviations for Metermc and Omc indicated meter imprecision which resulted in estimated MC being consistently higher than actual MC.
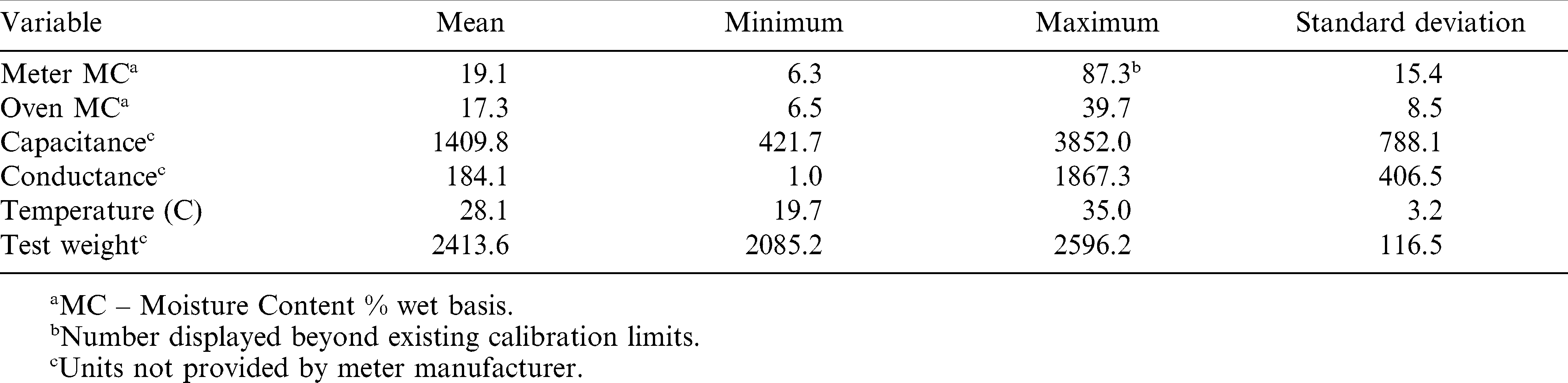
Statistical summary of variables measured during the study.
A visual comparison of MC data for oven versus meter data is presented in Figure 1. The dotted line shown indicates projected equal values for oven MC versus meter MC (Fig 1). MC data comparisons between oven and meter above 25% become less reliable than below (Fig 1). Comparing data with Omc less than 25% (n = 342), the Metermc had averaged 13.0% with 4.6% SD while and Omc averaged 14.0% with 5.0% SD. The difference in the averages was reduced from 1.8% to 1%, although the difference remained significant (P = 0.001). The visual comparison (Fig 1) along with the reduction in differences between oven and meter MC means and standard deviations indicate that the meter with its current calibration is considerably more accurate at moisture contents less than 25% than throughout the moisture contents evaluated.
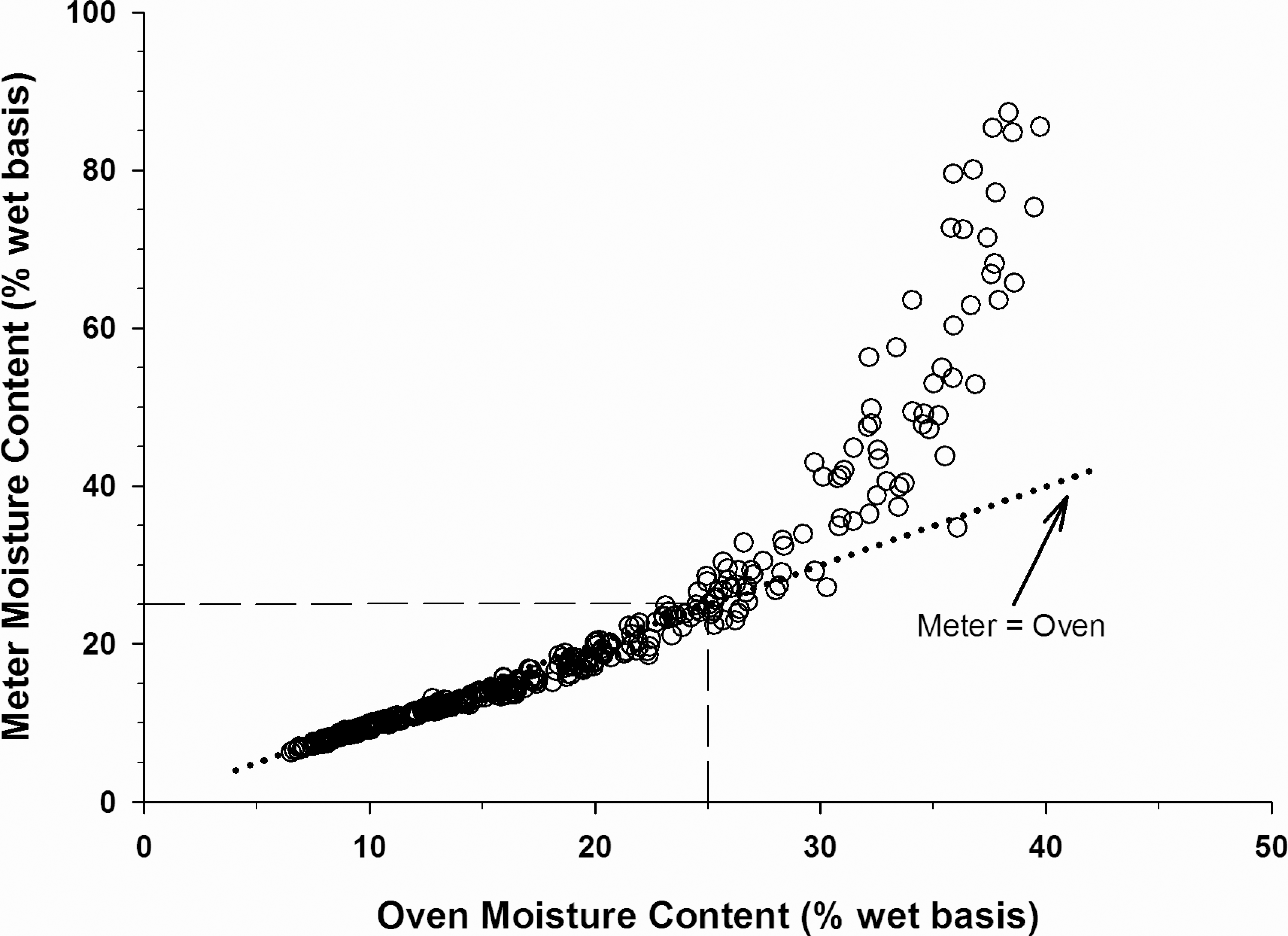
Comparison of oven moisture content and Dickey-john meter moisture content for peanut.
A linear calibration equation was derived from the data to examine the potential for improving meter accuracy in predicting MC from data being measured by the meter. A multivariable, linear regression analysis was used to generate the equation (SAS, 2003). A prediction equation was obtained by fitting OMC data to corresponding values of the meter (capacitance, conductance, temperature, and test weight). The form of the prediction is as follows:
where:
-
Pmc = predicted MC,
-
M1 = coefficient for capacitance,
-
Ca = capacitance,
-
M2 = coefficient for interaction between capacitance and test weight,
-
Ca*Wt = interaction between capacitance and test weight,
-
M3 = coefficient for conductance,
-
Co = conductance,
-
M4 = coefficient for interaction between conductance and test weight,
-
Co*Wt = interaction between conductance and test weight,
-
M5 = coefficient for temperature,
-
T = temperature,
-
M6 = coefficient for interaction between temperature and test weight,
-
T*Wt = interaction between temperature and test weight,
-
M7 = coefficient for test weight, and
-
Wt = test weight.
The correlation coefficient (r) of the derived equation for Pmc was 0.99. The model used in regression analysis indicated that the equation generated was highly significant (P = 0.0001). No intercept was allowed in the equation derivation because a zero reponse for Pmc would be expected for a zero Omc. The equation with estimates for coefficients for independent variable terms follows:
All derived coefficients of the equation had significant effects on Pmc (P = 0.0001). A comparison of the Type III Sums of Squares (SS) generated during the regression analysis indicated that capacitance had the highest effect on Pmc. Capacitance accounted for 33.5% of the Type III SS. The interaction between capacitance and test weight accounted for 18.7%: conductance, 16.2%; the interaction between conductance and test weight, 13.0%; temperature, 2.9%; the interaction between temperature and test weight, 1.9%; and test weight 13.8%.
A comparison of Pmc versus Omc is presented in Fig. 2. Pmc values were calculated with the prediction equation using data for capacitance, conductance, temperature, and test weight quantified by the meter. As with Fig. 1, the dotted line shown indicates projected equal values for Omc versus Pmc (Fig 2). A linear correlation analysis examining the relationship between Omc and Pmc was highly significant and had a correlation coefficient of 0.99. Rounded to one decimal place, Pmc had a 17.3% mean and an 8.5% SD equaling values shown above for Omc. Differences in the means occurred at the fifth decimal place and the second decimal place for the SD. As visually shown in Fig. 2, along with similar means and standard deviations for Omc and Pmc indicate that the meter calibration can be substantially improved.
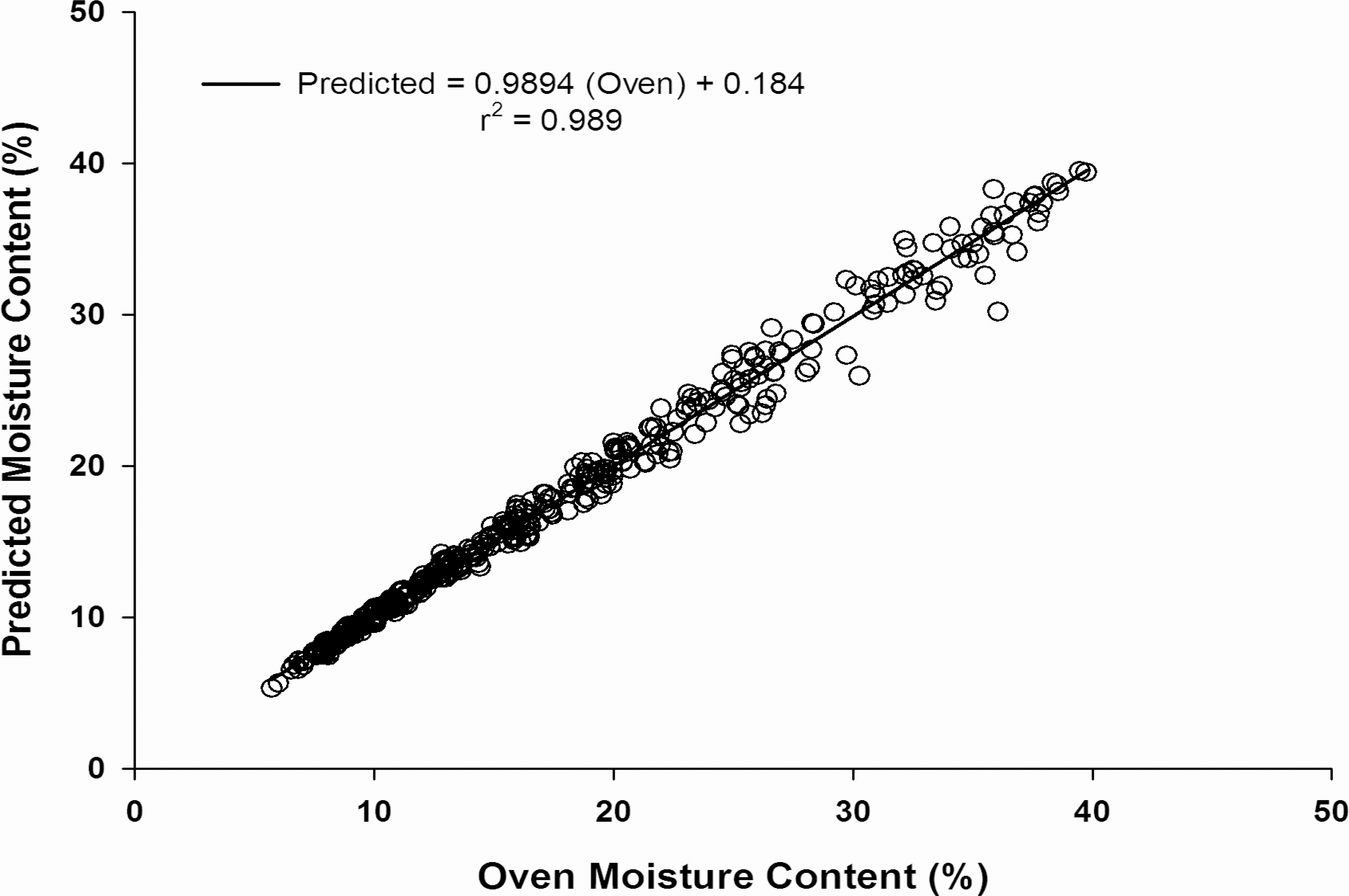
Comparison of oven moisture content and predicted moisture content for peanut (Predicted = 0.0456*Ca − 0.00001*(Ca*Wt) − 0.067*Co + 0.00003*(Co*Wt) − 0.644*T + 0.0002*(T*Wt) + 0.00196 *Wt).
Summary and Conclusions
Since the peanut industry may expand marketing of farmer stock peanuts to higher moisture contents, it is imperative that moisture content determination be as accurate as current technology allows. The oven moisture procedure is the most accurate but cannot be used with current marketing procedures because of time restraints. Data collected during this study indicate that the range and accuracy of the Dickey-john GAC2100 moisture meter for estimating moisture content of runner-type peanuts can be improved. During operation, the meter provides capacitance, conductance, temperature, and test weight data for peanut samples being evaluated. Substituting this data into the calibration equation developed in this study can improve meter moisture content estimation and expand the accuracy range. Utilization of the equation requires only low level data manipulation capability and should not significantly impede utilization.
Acknowledgements
The authors thank Lori Riles, Information Technology Specialist and Bobby Tennille, Engineering Technician for their input into this project.
Literature Cited
ASAE Standards 2003 , Moisture Measurement-Peanuts. S410.1, pp. 604 – 605 .
Blankenship P.D Lamb M.C Butts C.L Whitaker T.B and Williams E.J 2001 Grading High Moisture Farmer Stock Peanuts Peanut Sci. 28 : 38 – 43 .
Branch W.D 1996 Registration of ‘Georgia Green’ peanut Crop Sci 36 : 806 .
Farm Bill 2002 www.usda.gov/farmbill.
Federal Register, Rules and Regulations 2003 National Archives and Records Administration. Vol. 68, No. 6, pp. 1151 .
‘ViruGard’, a variety developed by Golden Peanut Company, LLC in 1997 with PVP Number 9800022 (http://www.ars-grin.gov/cgi-bin/npgs/html/showpvp.pl?pvpno=9800022) .
‘AgraTech 201’, a variety developed by Golden Peanut Company, LLC in 1999 with PVP Number 200000135 (http://www.ars-grin.gov/cgi-bin/npgs/html/showpvp.pl?pvpno=200000135) .
Gorbet D.W and Shokes F.M 2002 Registration of ‘C-99R’ Peanut Crop Sci. 42 : 2207 .
Lamb M.C Blankenship P.D Whitaker T.B and Butts C.L 2003 Accuracy and Variability of Grading and Marketing High Moisture Farmer Stock Peanuts Peanut Sci. Peanut Sci. 30 : 94 – 98 .
Lamb M.C and Blankenship P.D 2005 The Capacity and Efficiency of Official Grade Shellers Peanut Sci. 32 : 132 – 135 .
Statistical Analysis System, SAS Institute Inc 2003 Version 8. Cary, NC.
Notes
- Research Food Technologist, Agricultural Engineer, and Agricultural Engineer (retired), USDA, ARS, Nat. Peanut Res. Lab., Dawson, GA 39842. * Corresponding author (e-mail: marshall.lamb@ars.usda.gov)
*Mention of a trademark or a proprietary product does not constitute a guarantee or warranty of the product by the USDA and does not imply its approval to the exclusion of other products that may also be available.
Author Affiliations